Manufacturing has experienced radical change over the years, but one of the few constants has been the prevalence of injection moulding as the most common process within the sector. It’s so popular because useful products of every conceivable size, shape and function can be made quickly and efficiently with reliable and repeatable performance.
As a manufacturer of injection-molded products, some knowledge of common molding defects and how to avoid them can help you cut costs related to unsellable goods and product returns. To help you to improve your parts and your mold tool designs, we want to explore the causes of the four most common defects and what you can do to mitigate or eliminate them when preparing your next project.
FLOW LINES :
These are wavy-like patterns that appear on the narrow section of molded parts. Flow lines usually come in a slightly different color than other areas around them. You can also see flow lines as ring-shaped bands.These bands may occur on your product’s surface. They are also usually close to the mold’s entry points. While flow lines may not impact your parts’ integrity, they may be unacceptable in some consumer products.
Why are they caused ?
- Low mold temperature and material temperature
- Slow injection pressure and speed
- The small size of the gate and flow channel
- Variation in the material’s cooling speed as it flows in different directions
Can flow lines be prevented ?
- Increase the injection pressure, speed, and material temperature.
- Add some more distance between the mold gates and the mold coolants.
- Increase nozzle diameter.
- Switch to a hot runner or reduce the size of the main channel
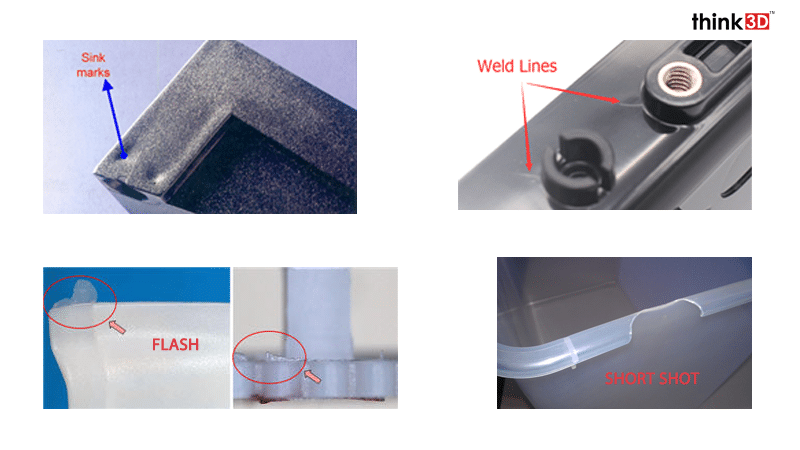
WELD LINES :
Weld lines are plastic molded part defects that cause a convergence of molten material on the surface of your part. The molten material initially splits off into two or more areas in the mold.This defect usually occurs due to weak material bonding. The weak bonding further lowers the part’s strength.
Why are they caused?
- A too low or too high temperature of molten material
- Uneven wall thickness
- Inserts, holes, and multi-gate features on fabricated parts
Can weld lines be prevented ?
- Increase the fluidity of the molten material.
- Adjust the position of the gate and include a venting slot.
- Reduce the amount of release agents.
- Increase the melting temperature.
SINK MARKS :
This type of injection plastic defect occurs as small depressions or recesses. These features occur on flat and consistent surfaces of molded parts. Sink marks usually occur when there’s the shrinking of a molded component’s inner part. This causes the material to pull inward from the outside.
Why are they caused?
- Very low holding or injection pressure
- Too short cooling or holding time and pressure
- Very high melting or molding temperatures
- Improper structural design of the intended molded component
Can sink marks be eliminated ?
- Reduce the thick wall size of the mold material and control the adjacent wall thickness.
- Increase holding time and pressure.
- Increase the cooling time.
SHORT SHOTS :
You have a short shot when the molten material does not flow to completely fill the mold’s cavity. When this happens, the molded component comes out incomplete after you’ve cooled. They often appear as incomplete areas in plastic display shelves.
Why are they caused?
- Flow restriction which results from blocked or narrow gates
- Material with very high viscosity
- Use of very cold mold that hinders complete filling of molten material
- Trapped air pockets
- Inadequate injection pressure
Is there a way to prevent them ?
- Redesign the mold to have wider gates or channels for better flow.
- Choose a base material that is thinner or increases injection pressure and speed.
- Increase mold temperature to prevent rapid cooling of the material.
- Include more air vents or enlarge available vents.
FLASH :
Many manufacturers also refer to flash as “burrs” or “spew”. Flash refers to a condition with excess molding material appearing as a protrusion at the component’s edge. Such defects occur because some materials flow out of the intended channels.They then enter the space that occurs between the tooling plate. Some may also flow in at the injection pin. Although it is a subtle defect, a flash may be an obvious defect that is obvious on products.
Why are they caused?
- Defects in the molding material.
- Insufficient clamping force.
- Improper exhaust system design and management.
How to prevent it ?
- Design the mold such that it enables closing when required.
- Ensure that the exhaust port comes at a suitable size.
- Redesign or re-tool the mold for proper flow of material.
- Increase the clamping force of the plate.
CONCLUSION :
A large number of the injection molding defects given above can make a molded part less appealing. They can also have significant impacts on your bottom line. However, you can easily prevent many of them by incorporating proper design processes. Others only require changes to materials used and storage conditions.
Therefore, significant upfront tooling investment is required for the process. It is especially also important that you always get your mold design right. That’s why we are here. At think3D, we offer expert advice tailored to your specific requirements.