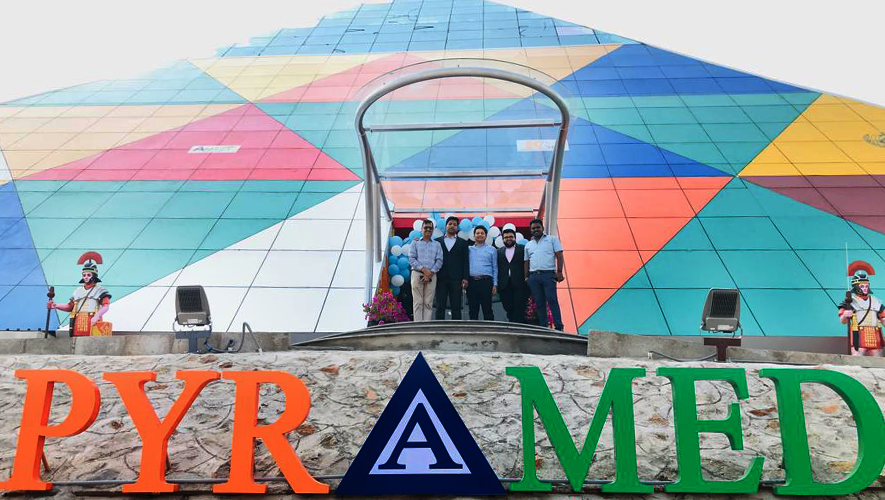
A New Centre of Excellence For 3D Printing Inaugurated At AMTZ April 11, 2022 No Comments Read More »