In this modern era, there are many new and innovative manufacturing technologies coming into use, including different methods of 3D printing. But CNC(Computer Numeric Controlled)machining is still by far the most common way to mass manufacture the parts in metals and in many types of plastics. In this article, we will be telling you about the top methods and how they work so that you get know-how about what to do with your next project.
1.TURNING
Turning is the very first machine operation in history. This process simply involves clamping a workpiece firmly onto a rotating plate or mandrel. As the workpiece spins, the cutting tool is held against it in a fixture mounted on a moving slide. The slide can be moved up and down the length of the workpiece, as well as closer to or away from the centerline. This simple action is ideal for removing large amounts of material quickly. In addition, a drill bit mounted on the tailstock can bore precise holes down the centerline of the workpiece.
Lathes are used to make concentric shapes on the outer circumference of a round part. Slots, ring grooves, stepped shoulders, internal and external threads, cylinders, and shafts – many round or circular features are made on a lathe. They are also able to produce characteristically smooth and uniform surface finishes.
2.MILLING
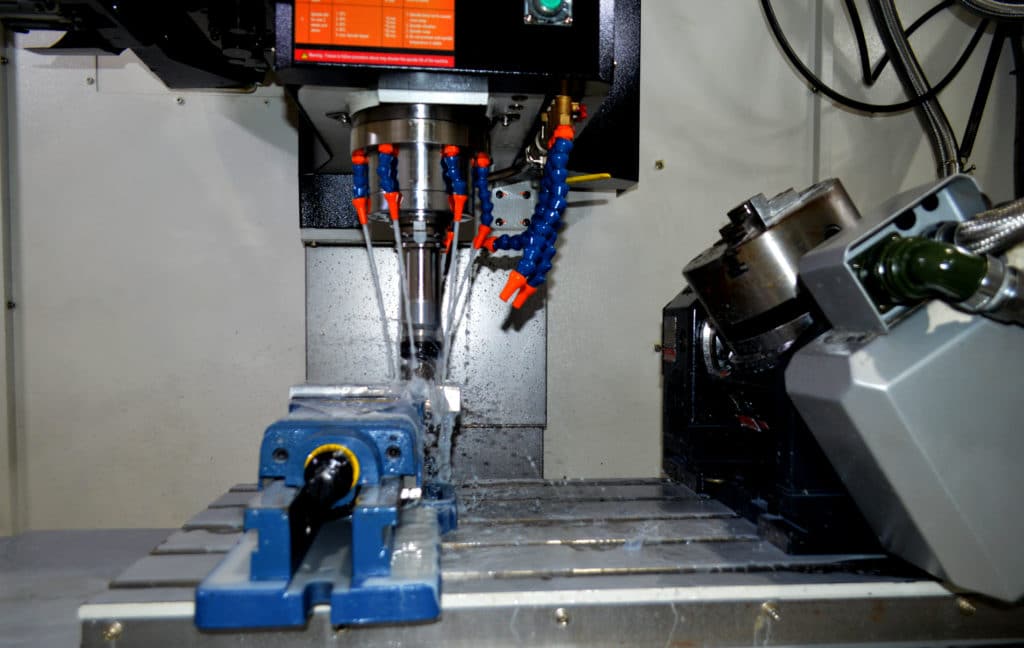
Milling differs fundamentally from turning in that the workpiece is held stationary and the cutting tool rotates on a spindle. The workpiece is usually held horizontally in a machine vise, mounted on a table that moves in the X and Y directions. The spindle holds a variety of cutting tools and moves in the X, Y, and Z axes.
There are 3 types of milling machines operational today :
a) 3-axis milling machines: 3-axis milling evolved from the practice of rotary filing and is a milling process that operated on two axes, the X & Y-axis. In three-axis machining, the workpiece remains still while the cutting tool moves along the 3 axes to mill the part. 3-axis machining is still one of the most widely used techniques to create mechanical parts, and can be used for automatic/interactive operation, milling slots, drilling holes, and cutting sharp edges. Because 3-axis machining only operates on the 3 axes, it’s relatively simple and allows the material to be removed in these 3 axes represented by back to front, side to side, and up and down. While it is a more basic machining process, 3-axis machining may be ideal for your machining projects depending on the size of your production run, the workpiece requirements, accuracy and finish constraints, materials used, and your holding capabilities.
b) 4-axis milling machine: 4-axis milling involves the same processes involved in 3-axis machining, where a cutting tool is used to remove material from a piece to create the desired shape and profile. However, in the case of 4-axis machining, milling is performed on an additional axis. A 4-axis CNC machine operates on the X, Y, and Z axes like a 3-axis machine, but it also includes rotation around the X-axis, which is called the A-axis. This is the 4th axis that’s added to our machining process. In most cases, the workpiece will be rotated to allow for cutting to occur around the B-axis. 4-axis milling is useful when holes and cut-outs need to be made on the side of a piece or around a cylinder. They can provide quick and efficient work based on computer numerical inputs for precise results.
c) 5-axis milling machine: 5-axis machining involves all the axes of 4-axis machining, with an additional rotational axis. 5-axis milling machines are the best CNC milling machines available today, capable of creating precise and intricate parts for artificial bones, aerospace products, titanium pieces, oil and gas machine parts, car molds, medical, architectural, and military products. The 5th axis in the 5-axis milling machine is around the B-axis, which rotates around the Y-axis in the X-Y-Z plane. This multidimensional rotation and tool movement allows for B-axis unparalleled precision, finish and speed in the production of a piece. 5-axis machining can create very complex parts, which is why it is so important for high-level uses, such as aerospace applications. However, 5-axis machining is also becoming more popular because it offers the option for single-step machining (reducing lead time), allows better access to part geometry, and improves the tool life and efficiency of the process by tilting the table for the ideal cutting position.
Although a mill can also drill holes and bores, it excels at removing stock from more complex and asymmetrical parts. Mills are used to making square/flat faces, notches, chamfers, channels, profiles, keyways, and other features that depend on precisely cut angles. Together, milling and turning are responsible for the majority of CNC machine tool operations. As with all metal machining operations, cutting fluid is used to cool the workpiece and cutting tool, for lubrication and to flush away metal particles.
3.SURFACE GRINDING
Making a very flat surface on metal parts is important for many applications and the best way to make such a precise surface is with a grinder. The grinder is a spinning disk covered with an abrasive grit of a specific coarseness. The workpiece is mounted on a table and is moved back and forth laterally beneath the abrasive wheel or is sometimes held firm while the wheel moves. Notice of course that this process can only be used on faces that are not interfered with by any protrusions sticking up from the surface. Different types of abrasives are used depending upon the material being ground. The heat and mechanical stress of the grinding process can adversely affect the workpiece so care must be taken to control tool speed and temperature.
4.DIE-SINK EDM
Electrical Discharge Machine(EDM), Die-sinking EDM, also called cavity type EDM or volume EDM, consists of an electrode and workpiece submerged in an insulating liquid such as, more typically, oil or, less frequently, other dielectric fluids. The electrode and workpiece are connected to a suitable power supply. The power supply generates an electrical potential between the two parts. As the electrode approaches the workpiece, dielectric breakdown occurs in the fluid, forming a plasma channel, and a small spark jumps.
EDM is used to make pockets, holes, and square features inside of hardened tool steels that would be difficult, if not impossible, to make any other way. It’s typically used on molds for plastic injection and pressure die casting, rarely on the finished piece itself. EDM is also used for making textured surfaces or debossed (recessed) lettering and logos on mold tools.
5.WIRE EDM
Wire EDM machining (Electrical Discharge Machining) is an electrothermal production process where a thin single-strand metal wire, along with deionized water (used to conduct electricity) allows the wire to cut through metal by the use of heat from electrical sparks while preventing rust. Wire EDM is used on thick, hardened tool steel to make circular or semi-circular features that would be very difficult to make with conventional cutting tools.
We have a dedicated tool room for CNC machining at our facility. We would like to work with you if you have any machining requirements. Feel free to contact us at info@think3d.in or +91 8142896564. If you have any further queries have a look at our website www.think3d.in